I. Overview The system uses PLC as the main control system. The printing roller, ink roller, paper feed roller, and electronic cam are all servo drives. The stepping motor adjusts the gap. The man-machine interface is monitored centrally. The field bus collects and transmits signals. Precision speed reducer, coupling, encoder, slide screw, timing belt and other mechanisms to achieve speed synchronization and phase synchronization of the rollers under high-speed operation, vacuum adsorption electronic cam feed mechanism to ensure fast and accurate feeding, system The phase adjustment function makes adjustment easy. All of these greatly increase the production speed, overlay accuracy and ease of operation.
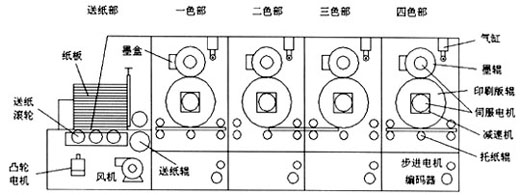
Second, the system constitutes a brief introduction The system consists of a paper feeder and a four-color printing department. The paper feeding unit mainly includes an electronic cam vacuum suction paper feeding mechanism and a paper feeding roller. The electronic cam vacuum adsorption paper feeding mechanism utilizes the negative pressure generated by the fan to make the paper board tightly adsorbed on the paper feeding platform. The two electronic cam servo motor drive the paper feeding platform to reciprocate synchronously between the lower paper feed position and the paper feed roller and feed paper. The roll completes the cardboard in turn. Based on the stability of the wheel friction coefficient and the cardboard pressure, the timing of paper feeding is related to the position and production speed of the single-color printing plate. At a certain speed, when the single-color printing plate is turned to a certain position, the paper feeding is started and transferred to another position. The paper feed is stopped to ensure that the plate can be accurately printed on the corresponding position of the paperboard each time. Different specifications of the paperboard, send / stop paper timing is also changed accordingly, the operator only needs to adjust the number of the man-machine interface, the system will automatically adjust immediately to ensure the accuracy of the printing position. The operation, speed and rotation angle of the two electronic cam motors must be identical to ensure the continuous and stable operation of the motor and the mechanism, and the cardboard is sent straight out. Here, we use the two-axis synchronous motion tween function to achieve two-axis real-time synchronization. In addition, the cam motor must meet the long-term frequent reciprocating forward and reverse operation needs, requires the system to match the high response of the servo system, and adjust the servo parameters in combination with the load, give full play to the high-speed high-response characteristics of the servo system to minimize the drive links and each The link is delayed. At the same time, the system heat and regenerative protection issues must be fully considered so that the motor can work under light load conditions. (The schematic diagram of equipment and system structure is as follows)
Equipment composition diagram:
Second, the system constitutes a brief introduction The system consists of a paper feeder and a four-color printing department. The paper feeding unit mainly includes an electronic cam vacuum suction paper feeding mechanism and a paper feeding roller. The electronic cam vacuum adsorption paper feeding mechanism utilizes the negative pressure generated by the fan to make the paper board tightly adsorbed on the paper feeding platform. The two electronic cam servo motor drive the paper feeding platform to reciprocate synchronously between the lower paper feed position and the paper feed roller and feed paper. The roll completes the cardboard in turn. Based on the stability of the wheel friction coefficient and the cardboard pressure, the timing of paper feeding is related to the position and production speed of the single-color printing plate. At a certain speed, when the single-color printing plate is turned to a certain position, the paper feeding is started and transferred to another position. The paper feed is stopped to ensure that the plate can be accurately printed on the corresponding position of the paperboard each time. Different specifications of the paperboard, send / stop paper timing is also changed accordingly, the operator only needs to adjust the number of the man-machine interface, the system will automatically adjust immediately to ensure the accuracy of the printing position. The operation, speed and rotation angle of the two electronic cam motors must be identical to ensure the continuous and stable operation of the motor and the mechanism, and the cardboard is sent straight out. Here, we use the two-axis synchronous motion tween function to achieve two-axis real-time synchronization. In addition, the cam motor must meet the long-term frequent reciprocating forward and reverse operation needs, requires the system to match the high response of the servo system, and adjust the servo parameters in combination with the load, give full play to the high-speed high-response characteristics of the servo system to minimize the drive links and each The link is delayed. At the same time, the system heat and regenerative protection issues must be fully considered so that the motor can work under light load conditions. (The schematic diagram of equipment and system structure is as follows)
Equipment composition diagram:
System composition diagram:
After the paperboard is sent out, it enters the four-color printing department. Each color part is controlled by a printing plate roller, an ink roller, a paper roller, a paper roller and an air cylinder. Each roller is directly or indirectly driven by a servo, and a stepping motor is provided at the same time. And encoder adjustment roller gap and position.
The shaft diameter of the printing plate roller is usually very large, the running speed is fast, and the printing overprint accuracy is required to be high, so the small speed difference between the printing plate rollers will cause overprinting in a very short time. Set the speed difference between any two printing plate rollers at any time is ΔV, the system speed loop adjusts the speed difference within Δt time, because the transmission mechanism delay is very small, set to 0, then it will be Δt time from the speed difference. The deviation generated by ΔV is set to ε, which can be summarized as follows:
ε=∫0Δt△Vdt
It can be seen that the smaller the speed difference ΔV between the loads, the faster the system response (ie, the shorter Δt), the smaller the overprint deviation ε. This requires on the one hand to improve the mechanical accuracy, such as better installation concentricity, load inertia should be uniform, etc.; in addition to the system matching should fully consider the load matching, in providing sufficient load torque while also providing sufficient responsiveness. At the same time, debugging work is also very important. It is necessary to combine the load to make the system perform optimally. In this regard, the automatic detection function of the servo system can be used to detect the load status first, and then the parameters (such as increasing the response or reducing the overshoot, etc.) can be matched according to actual needs, and further fine-tuned until the conditions are met. At the same time, because each load and its transmission mechanism are not the same, the parameters of each servo will be slightly different, and the difference of the mechanical transmission coefficient of the load should be compensated through electrical.
The system uses the PLC's motion control function to control the servo system in real time. It uses a separate high-speed processor. The calculation is independent of the CPU, and the servo system is used to meet the requirements of high precision and fast response. In addition, the load shaft encoder signal is collected to detect and correct the operating status of the load so as to eliminate the impact of transmission errors and facilitate the analysis of the search problem.
The linear speed between the rollers should be the same to avoid cardboard slippage. At the same time, the ink roller will be uniform and no color. In addition, the action of the ink roller cylinder is also very important. When the paper feeding starts, the cylinder drives the ink roller to drop in order to ink the printing plate. When the paper feeding is stopped, the ink roller is lifted in order to prevent the printing plate from printing too deeply. The timing of falling and lifting is determined by the position of the printing plate to ensure the position of the ink roller on the printing plate and the amount of ink deposited, thus ensuring the printing quality.
Due to the large number of specifications and types of paperboard, for different specifications of paperboard printing, process and control must be adjusted accordingly; at the same time, equipment cleaning, maintenance, hanging plate and other work are often carried out, it will inevitably cause human error, and often need to print plate roller Phase adjustment, these are implemented in the program, the operator only needs to adjust the part number and correction value on the man-machine interface, no need to make any changes to the equipment, simple operation, greatly improving the work efficiency and flexibility.
In addition, in the course of practice, we have summed up a set of simulation and registration test methods and debugging work. Through PLC detection of servo feedback and encoder signals, and statistical analysis of them, the phase difference (pulse value) of each printing plate roll can be calculated at any time, and then converted into length (mm), the mechanical registration accuracy can be measured. No inking and cardboard are needed, saving a lot of material and shortening the commissioning time.
Third, performance and characteristics:
1. Thanks to the servo drive, its high speed, high precision and high response make the production speed greatly improved. The traditional equipment usually has a maximum production speed of 80 sheets per minute. This system can double the production speed of the equipment to 160 sheets per minute. .
2. The closed-loop design and rapid response capability of the system enable the device to maintain a high level of control accuracy even at high speeds, with overprint tolerances of ≤±0.25 mm to 0.4 mm (depending on the mechanical condition).
3. The electronic cam vacuum adsorption paper feeding mechanism changes the traditional push-feed paper feeding method, does not cause the paperboard to bend or even feed the paper, and also can avoid inaccurate positioning of the paperboard, thereby ensuring overprinting accuracy, and on the basis thereof, the paper feeding is greatly improved. speed. In addition, the application of electronic cams makes transition production very simple and does not require adjustment of any equipment.
4. System self-adaptive synchronization control, only need to change the speed of the feed roller or any printing plate roller, the other rollers follow up automatically, keep the line speed and phase synchronization at the same time, the feeding frequency and the timing of sending/stopping the paper also change accordingly. Guarantee overprint accuracy and position.
5. The electronic cam and recipe functions make the transition to production very simple, without the need to adjust the mechanical mechanism, as long as the change of the production part number on the man-machine interface, you can easily achieve.
6. Before each run of the equipment, the printing plate roller should find its initial phase. Conventional equipment is usually positioned with a high-precision encoder. This system can save this investment and simplify the work through the program. The operator only needs to follow Man-machine interface prompts to operate. In addition, due to the initial phase shift caused by hanging plate or installation and maintenance, etc., it can also be freely adjusted on the man-machine interface without stopping or powering off.
7. The application of the field bus system saves a lot of tedious installation and wiring work and space occupied by the equipment, ensures stable, rapid and accurate signal transmission, and enhances the maintainability of the system.
IV. Concluding remarks As the system has the above-mentioned features, especially its advantages of high efficiency, high precision, and high flexibility, it has attracted many packaging and printing companies to pay attention after being applied to the equipment. However, only a few of these technologies are currently used in China, but most of them are technologies for introduction or joint ventures, and they do not have independent intellectual property rights. Moreover, their high prices have deterred many enterprises, especially small and medium-sized enterprises. According to the market demand, we have developed this system and introduced it to everyone. We sincerely hope that we can inspire everyone to promote the promotion of this technology in China and create more benefits for more companies.
The shaft diameter of the printing plate roller is usually very large, the running speed is fast, and the printing overprint accuracy is required to be high, so the small speed difference between the printing plate rollers will cause overprinting in a very short time. Set the speed difference between any two printing plate rollers at any time is ΔV, the system speed loop adjusts the speed difference within Δt time, because the transmission mechanism delay is very small, set to 0, then it will be Δt time from the speed difference. The deviation generated by ΔV is set to ε, which can be summarized as follows:
ε=∫0Δt△Vdt
It can be seen that the smaller the speed difference ΔV between the loads, the faster the system response (ie, the shorter Δt), the smaller the overprint deviation ε. This requires on the one hand to improve the mechanical accuracy, such as better installation concentricity, load inertia should be uniform, etc.; in addition to the system matching should fully consider the load matching, in providing sufficient load torque while also providing sufficient responsiveness. At the same time, debugging work is also very important. It is necessary to combine the load to make the system perform optimally. In this regard, the automatic detection function of the servo system can be used to detect the load status first, and then the parameters (such as increasing the response or reducing the overshoot, etc.) can be matched according to actual needs, and further fine-tuned until the conditions are met. At the same time, because each load and its transmission mechanism are not the same, the parameters of each servo will be slightly different, and the difference of the mechanical transmission coefficient of the load should be compensated through electrical.
The system uses the PLC's motion control function to control the servo system in real time. It uses a separate high-speed processor. The calculation is independent of the CPU, and the servo system is used to meet the requirements of high precision and fast response. In addition, the load shaft encoder signal is collected to detect and correct the operating status of the load so as to eliminate the impact of transmission errors and facilitate the analysis of the search problem.
The linear speed between the rollers should be the same to avoid cardboard slippage. At the same time, the ink roller will be uniform and no color. In addition, the action of the ink roller cylinder is also very important. When the paper feeding starts, the cylinder drives the ink roller to drop in order to ink the printing plate. When the paper feeding is stopped, the ink roller is lifted in order to prevent the printing plate from printing too deeply. The timing of falling and lifting is determined by the position of the printing plate to ensure the position of the ink roller on the printing plate and the amount of ink deposited, thus ensuring the printing quality.
Due to the large number of specifications and types of paperboard, for different specifications of paperboard printing, process and control must be adjusted accordingly; at the same time, equipment cleaning, maintenance, hanging plate and other work are often carried out, it will inevitably cause human error, and often need to print plate roller Phase adjustment, these are implemented in the program, the operator only needs to adjust the part number and correction value on the man-machine interface, no need to make any changes to the equipment, simple operation, greatly improving the work efficiency and flexibility.
In addition, in the course of practice, we have summed up a set of simulation and registration test methods and debugging work. Through PLC detection of servo feedback and encoder signals, and statistical analysis of them, the phase difference (pulse value) of each printing plate roll can be calculated at any time, and then converted into length (mm), the mechanical registration accuracy can be measured. No inking and cardboard are needed, saving a lot of material and shortening the commissioning time.
Third, performance and characteristics:
1. Thanks to the servo drive, its high speed, high precision and high response make the production speed greatly improved. The traditional equipment usually has a maximum production speed of 80 sheets per minute. This system can double the production speed of the equipment to 160 sheets per minute. .
2. The closed-loop design and rapid response capability of the system enable the device to maintain a high level of control accuracy even at high speeds, with overprint tolerances of ≤±0.25 mm to 0.4 mm (depending on the mechanical condition).
3. The electronic cam vacuum adsorption paper feeding mechanism changes the traditional push-feed paper feeding method, does not cause the paperboard to bend or even feed the paper, and also can avoid inaccurate positioning of the paperboard, thereby ensuring overprinting accuracy, and on the basis thereof, the paper feeding is greatly improved. speed. In addition, the application of electronic cams makes transition production very simple and does not require adjustment of any equipment.
4. System self-adaptive synchronization control, only need to change the speed of the feed roller or any printing plate roller, the other rollers follow up automatically, keep the line speed and phase synchronization at the same time, the feeding frequency and the timing of sending/stopping the paper also change accordingly. Guarantee overprint accuracy and position.
5. The electronic cam and recipe functions make the transition to production very simple, without the need to adjust the mechanical mechanism, as long as the change of the production part number on the man-machine interface, you can easily achieve.
6. Before each run of the equipment, the printing plate roller should find its initial phase. Conventional equipment is usually positioned with a high-precision encoder. This system can save this investment and simplify the work through the program. The operator only needs to follow Man-machine interface prompts to operate. In addition, due to the initial phase shift caused by hanging plate or installation and maintenance, etc., it can also be freely adjusted on the man-machine interface without stopping or powering off.
7. The application of the field bus system saves a lot of tedious installation and wiring work and space occupied by the equipment, ensures stable, rapid and accurate signal transmission, and enhances the maintainability of the system.
IV. Concluding remarks As the system has the above-mentioned features, especially its advantages of high efficiency, high precision, and high flexibility, it has attracted many packaging and printing companies to pay attention after being applied to the equipment. However, only a few of these technologies are currently used in China, but most of them are technologies for introduction or joint ventures, and they do not have independent intellectual property rights. Moreover, their high prices have deterred many enterprises, especially small and medium-sized enterprises. According to the market demand, we have developed this system and introduced it to everyone. We sincerely hope that we can inspire everyone to promote the promotion of this technology in China and create more benefits for more companies.
Commercial Furniture,Commercial Office Furniture,Commercial Desk,Commercial Lounge Furniture
NINGBO CHEN WEI SUPPLY CHAIN MANAGEMENT CO.,LTD , https://www.nbchenweifurniture.com